Mesin shearing asring digunakake ing industri pangolahan lembaran logam. Tumindak shearing ketoke prasaja bener ngemot akeh trik, saka langkah imbuhan saka longkangan agul-agul kanggo Techniques imbuhan kanggo bahan beda, lan malah pilihan saka glathi. Gegandhengan karo kualitas nglereni, ing ngisor iki bakal introduce isi cocog saka imbuhan longkangan agul-agul shearing ing rinci saka akeh aspèk.
Roda tangan penyesuaian gap blade: (mesin geser balok ayun hidrolik)

Pangaturan listrik saka reresik pinggiran blade (mesin gunting guillotine hidrolik)

Reresik blade saka gunting beda
Mesin swing beam shearing dilengkapi mekanisme penyesuaian celah agul-agul sing cepet, sing bisa nyetel celah bilah sing apik kanggo nglereni miturut ketebalan piring lan bahan sing beda, lan dilengkapi tabel parameter sing akurat kanggo pilihan referensi, lan entuk pemotongan sing puas. kualitas liwat longkangan agul-agul cukup. Minangka kiriman alat muter, amba shearing lan shearing longkangan saka swing beam shears bakal ngganti.
Ngadopsi telung-titik rollers guide, liwat pasukan kanggo roller ngarep dening spring papilionaceous, Beam nglereni tansah ing tutul tightly karo loro rollers bali. Nalika nglereni, sistem listrik bakal nyetel longkangan pinggiran piso miturut kabutuhan sheets beda kanggo njupuk kualitas nglereni luwih.

Bentenipun ing imbuhan longkangan agul-agul
Mesin swing beam shearing duwe fungsi nyetel celah agul-agul kanthi manual, mung nguripake gagang. Gunting guillotine nduweni fungsi nyetel celah bilah kanthi listrik, sing bisa diatur kanthi luwih trep lan akurat liwat sistem kasebut, sing migunani kanggo entuk kualitas geser sing luwih apik.

| Langkah-langkah pangaturan celah blade |
| 1. Copot agul-agul ngisor lan ngresiki Piece dening Piece |
| 2. Agul-agul bisa digunakake ing kabeh papat sisih, lan sisih siji sing dipilih wis tightly diinstal. Lan mriksa straightness saka lading ing arah horisontal lan vertikal. |
| 3. Lading ndhuwur tetep lan ora bisa diatur. Kita nyetel longkangan agul-agul nyukur kanthi nyetel agul-agul ngisor. |
| 4. Golek ngawut-awut kiwa lan tengen lading ngisor kanggo nambah reresik, umume ing sisih njaba. |
| 5. Golek loro ngawut-awut pesawat ing sisih kiwa lan tengen lading ngisor sing push lading ngisor kanggo longkangan sempit. Ana kacang serep sing dikunci. Umumé, ing njero. |
| 6. Loosen kiwa lan tengen papat bolts saka meja agul-agul ngisor |
| 7. Agul-agul ndhuwur wis sudo kanggo posisi sing tepat kanthi manual ngowahi, lan operator menyang area blanking saka mesin shearing kanggo miwiti imbuhan |
| 8. Gunakake gauge feeler kanggo nyetel kira-kira nganti 0,5 mm saka bagean sing ora ana ing sisih ndhuwur lan ngisor lading tangan kiwa. |
| 9. Manual ngowahi ndadekake agul-agul pindhah menyang posisi tengah lan kira-kira nyetel kanggo 0,5 mm. |
| 10. Manual ngowahi ndadekake agul-agul pindhah munggah menyang posisi tengen ngendi lading ndhuwur lan ngisor ora disengaged. Posisi tengah kira-kira diatur dadi 0,5 mm. |
| 11. Kanthi manual nguripake agul-agul ndhuwur menyang posisi sing tepat lan miwiti imbuhan nggoleki. |
| 12. Gunakake gauge feeler kanggo nyetel posisi sing wilah ndhuwur lan ngisor tangan kiwa ora cokotan nganti telung kabel saka feeler gauge bisa mlebu limang kabel. |
| 13. Kanthi manual nguripake agul-agul nganti posisi tengah lan miwiti imbuhan nggoleki nganti feeler gauge bisa ngetik telung kabel lan limang kabel ora bisa mlebu. |
| 14. Kanthi manual nguripake agul-agul menyang posisi ngendi lading ndhuwur lan ngisor ora disengaged ing sisih tengen lan miwiti imbuhan nggoleki nganti gauge feeler bisa ngetik telung kabel lan limang kabel ora bisa mlebu. |
| 15. Nalika pinggiran nglereni saka mesin shearing cetha, yen ana burrs ing pinggir sheet Cut, longkangan antarane glathi ndhuwur lan ngisor bisa jumbuh suda. |
Masalah umum lan katrampilan nyetel piso
Plat logam sing paling kerep ditemokake yaiku:
1. piring nglukis liwat 13mm.
2. 0.2 ~ 4mm piring lancip.
3. Papan kembang.
4. Plat tension dhuwur (biasane digunakake ing lembaran logam mobil).
5. Plat titanium
Masalah agul-agul sing paling umum yaiku chipping utawa alat penyok. Kanggo nanggepi masalah kasebut, kita kudu nemtokake celah ing antarane lading ndhuwur lan ngisor.
Katrampilan imbuhan saka lading
Nalika nyetel agul-agul, sampeyan kudu nyetel longkangan saka bab 2 ~ 3mm luwih kenthel saka kekandelan saka piring. Sing ngomong, nalika sampeyan pengin Cut piring nglukis 5mm, sampeyan kudu miwiti nyetel saka 7mm utawa 8mm, lan alon nyetel mudhun, nalika Cut metu lumahing nglereni saka piring nuduhake 1/3 lumahing padhang lan 2 / 3 lumahing matte, kang entuk efek nglereni paling apik. Rinciane kaya ing ngisor iki:


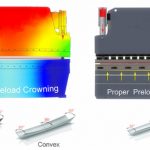
Setelan longkangan nalika nglereni Papan pola angel, lan iku kudu diatur saka kekandelan nglukis diwilang saka titik paling convex saka Papan pola, tinimbang nggunakake kekandelan Papan langsung. Uga, nglereni sisih cembung pola madhep mudhun bisa ngluwihi umur alat.
Kajaba iku, materi saka piring kudu dianggep, utamané nalika nglereni stainless steel. Alat nglereni kudu cetha, tahan nyandhang lan angel. Mulane, agul-agul saka mesin shearing hydraulic kudu rembugan. Saliyane sudut pinggiran piso lan desain tampilan liyane lan presisi produksi, materi sing dipilih minangka faktor kunci sing mengaruhi kualitas alat kasebut.
Produk sing gegandhengan
 Bentenipun antarane Guillotine Shearing Machine lan Swing Beam Shearing Machine
Bentenipun antarane Guillotine Shearing Machine lan Swing Beam Shearing Machine- Operasi lan Maintenance saka CNC Sheet Metal Brake
- Cara Ngoperasikake Mesin Gunting Guillotine
- Pambuka Gabungan Punching lan Shearing Machine
- QC12 Guillotine Shear Hydraulic Metal Sheet Cutting Machine
- Ndandani Gagal Umum Mesin Gunting Hidrolik lan Pangopènan Sistem Sirkuit Minyak
- Kesalahan Umum lan Cara Ngatasi Masalah kanggo Press Hydraulic Four-column
- Hidrolik Guillotine Metal Sheet Plate Stainless steel mesin shearing
- Carane Nggawe Kompensasi Deflection kanggo CNC Sheet Metal Bender
- QC11Y Hydraulic Guillotine Shearing Machine