Sedhela introduce proses produksi sink stainless steel. Produksi sink stainless steel umume kalebu pilihan bahan mentah, proses produksi, perawatan permukaan, lan liya-liyane. Umume, telung langkah kasebut dibutuhake, yaiku pilihan bahan mentah lan proses produksi lan perawatan sing paling penting.
Pamilihan bahan baku
Saiki, bahan stainless steel sing umum digunakake dening produsen sink stainless steel domestik yaiku piring stainless steel 0.8-1.0mm, sing paling cocok kanggo produksi sink. Yen piring banget tipis, bakal mengaruhi urip layanan lan kekuatan sink. Yen piring banget nglukis, iku gampang kanggo ngrusak tableware sakabeheng.

Proses produksi
Ana rong pangolahan perawatan utama kanggo basin sink stainless steel: welding lan siji-wektu mbentuk.
1. Metode welding
Cara welding kanggo doyo lumahing alur lan awak alur kanthi kapisah, banjur nyambungake loro dening welding, lan isi lan polish lumahing weld. Umumé, ora ana jejak welding ing tampilan ngarep. Cara produksi lan pangolahan iki prasaja ing proses lan bisa digayuh kanthi peralatan pukulan cilik lan cetakan sing prasaja. Umume, piring stainless steel 0.5-0.7mm digunakake. Cara pangolahan iki kurang mundhut sajrone proses produksi lan biaya sing relatif murah. Mulane, rega sink stainless steel diprodhuksi dening cara iki relatif kurang. Saiki anggere iku produk saka Produsèn biasa, proses welding gandheng dening kontrol numerik resistance gelombang welding, lan kualitas liwati. Ana rong cara:
1) Kapisan welding lingkungan cekungan lan panel, uga disebut welding lapisan (welding ngisor).
Kauntungane yaiku penampilan sing ayu. Sawise perawatan sing ketat, ora gampang golek welds, lan permukaan sink warata lan lancar. Kerugian kasebut yaiku sawetara konsumen mangu-mangu kakuwatane. Ing kasunyatan, teknologi welding saiki utamané kalebu welding sub-busur lan welding resistance kontrol numerik paling majeng, lan kualitas wis liwati. Kerugian metode welding iki yaiku nggunakake bahan sing akeh banget lan kudu ngethok rong piring baja.
2) Sing liyane yaiku welding butt saka rong cekungan tunggal dadi siji, uga disebut welding butt.
Kauntungan kasebut yaiku cekungan lan panel sing integral lan dibentuk, sing kuwat lan tahan lama. Kerugian kasebut yaiku jejak welding gampang dideleng, lan kerataan rada elek. Nyatane, sawetara sing diarani sink tangki ganda siji-langkah ora dicap metu saka siji bahan nanging dilas kanthi rong cekungan tunggal. Nalika sampeyan tuku, sampeyan bisa mbayar manungsa waé menyang peserta solder ing tengah loro klelep, kang bisa katon saka sisih mbalikke. Siji piring ditusuk dadi rong sink. Ora ana teknologi kaya ngono ing jagad iki. Sing paling angel ditindakake kanggo pot sing dilas bokong yaiku kanggo njamin permukaan pot sing rata. Yen bisa dijamin, mula pancen cara sing paling apik. Amarga nggunakake materi sing padha karo regangan sakabèhé, uga bisa ngatasi masalah regangan saka regangan conjoined.
Kualitas welding sink minangka faktor paling kritis sing mengaruhi umur sink. Welding apik bisa nyegah teyeng lan desoldering. Welding kudu Gamelan, Gamelan, nyenyet, free saka welding palsu, bintik teyeng, lan burrs. Kabeh cekungan ganda sing ambane ngluwihi 18cm dilas. Amarga tank cekungan pindho digawe dowo luwih saka 18cm ing wektu sing padha (ambane tank, ora dhuwur total tank lan sisih tank)), iku ambane watesan saka teknologi Processing.
2. Metode regangan integral siji-wektu (utamane digunakake kanggo alur tunggal)
Cara ngolah sink stainless steel iki digawe saka kabeh lembaran materi, sing mbutuhake peralatan pangolahan lan cetakan sing relatif dhuwur. Amarga siji-wektu mbentuk mbutuhake kualitas dhuwur lan ductility saka sheet, iku umume punched karo 0.8-1mm nglukis sheet stainless steel. Gunakake cetakan integral lan peralatan pers pukulan sing diimpor. Amarga saka mundhut nglereni gedhe saka pinggiran sheet ing produksi cara ngecor siji-dijupuk, lan investasi dhuwur ing cetakan lan peralatan, biaya dhuwur. Mulane, sink stainless steel diprodhuksi dening cara iki luwih larang.
Proses manufaktur cetakan siji-wektu populer banget, lan proses manufakture angel. Iki jenis teknologi produksi banget nuntut, lan siji-Piece proses mbentuk proses utamané penting, kang mbutuhake materi piring baja dhuwur. Iku ditanggulangi masalah bocor disebabake welding awak cekungan sing weld ora bisa tahan karat saka macem-macem Cairan kimia (kayata deterjen, stainless steel resik, etc.). Nanging ana akeh kekurangan nalika ngumbah piring menyang sink, kayata:
1) Kekandelan sakabèhé saka sink kawangun ora rata, relatif lancip, biasane bab 0.7mm. Teknologi iki durung bisa diatasi saiki, dhasar sink banget tipis, lan kekandelan cekungan sing luwih apik kudu 0.8-1.0mm.
2) Sink ora bisa jero banget. Amarga jero banget, tembok sink bakal banget tipis lan pecah, lan banyu sing cethek banget bakal gampang cipratan, sing angel digunakake.
3) Tank banyu mulet umume mbutuhake annealing suhu dhuwur, biasane ing suhu ndhuwur 1200 derajat. Sawise perawatan kasebut, kaku tank banyu kanthi alami saya lemah, lan kekerasan tangki banyu mesthi dikompromi.
4) Ing syarat-syarat perawatan pinggiran, cekungan digawe dowo sakabèhé umume siji-lapisan flanging. Ing tangan siji, iku banget bisa kanggo Cut tangan saka buruh instalasi. Sing paling penting yaiku ora ana "tulang rusuk" lan bobote ora cukup. Ing wektu sing padha, angel entuk efek sealing banyu.
5) Panel babagan sakabèhé angel dadi warata.
6) Biaya dhuwur banget. Amarga syarat sing dhuwur banget kanggo bahan lan proses, biaya siji cekungan meh tambah.
Kauntungan saka sink sing mbentuk siji-wektu yaiku materi sing luwih apik tinimbang cekungan sing dilas, prosese rumit, lan prosese angel. Proses welding sink punika prasaja, lan piring ora kawangun uga ing siji wektu, nanging rega relatif luwih murah, lan kekandelan saka piring ngisor uga luwih kenthel saka siji-wektu mbentuk. Cukup, ora ana bedane panggunaan antarane sink sing dilas lan sink siji-potong. Nanging, amarga alasan proses, sink stainless steel terpadu ora bisa digawe jero banget lan ana masalah cipratan banyu. Kauntungan paling penting saka sink terintegrasi yaiku ora bakal bocor masalah amarga celah welding cekungan ora karat dening macem-macem cairan kimia (kayata deterjen, pembersih stainless steel, lsp.). Nanging kauntungan iki ora ana maneh kaluwihan amarga wektu babar pisan dawa.
Pangobatan lumahing
Saiki ana patang jinis pangolahan perawatan lumahing kanggo sink stainless steel: Salah wis frosted (disikat), liyane sandblasting (matt Pearl lumahing salaka), katelu polishing (mirror), lan papat embossing.
1. Frosting (gambar kawat)
Saiki, proses perawatan permukaan sing paling akeh digunakake ing industri pangolahan sink stainless steel yaiku frosting (gambar kabel). Sawetara manufaktur nindakake proses frosting cukup prasaja, lan biaya uga kurang. Cukup nggunakake setir nggiling kanggo polish. Pelanggan kasebut ora duwe syarat sing dhuwur banget ing permukaan materi. Cacat permukaan cilik diilangi sawise dipoles kaping pirang-pirang.
Saiki, sawetara unit distribusi stainless steel ing Wuxi lan Zhejiang wis ngenalaken kabèh roll peralatan grinding lenga, kang mundhakaken batesan kanggo Enterprises Processing sink stainless steel. Sampeyan kudu mbayar manungsa waé luwih kanggo kualitas lumahing prodhuk. Mesthi, panggilingan lenga kabeh gulungan uga minangka tes kualitas permukaan materi, kalebu gaya pangolahan permukaan sing dibutuhake dening pelanggan, arah tekstur, lan liya-liyane. Cacat sing gampang katon ing proses iki. Proses yaiku pita prabédan warna, pola geter, lan lekukan lan ambane pola sing disebabake mati utawa owah-owahan sabuk sajrone proses.
2. Sandblasting (permukaan perak mutiara matt)
Efek saka sink stainless steel sawise sandblasting yaiku matt mutiara. Kauntungane yaiku ora nempel ing lenga, lan ayu banget. Proses perawatan permukaan iki populer banget lan modis ing Eropa. Ing perawatan permukaan sawetara peralatan rumah tangga, meh kabeh manufaktur ekspor nganggo gaya pangolahan iki. Sandblasting utamane nggunakake manik-manik kaca blasting, lan banjur perawatan permukaan kimia.
3. Semir (mirror)
Polishing (pangilon) minangka gaya perawatan permukaan sing akeh digunakake ing wiwitan. Nanging, apa iku gumantung ing polishing manual ing wiwitan utawa polishing mechanical mengko, iku nguber lumahing Gamelan lan termenung. Sing luwih rata permukaane, luwih dhuwur tingkat refleksi. Polishing wis syarat dhuwur ing materi dhewe, lan kualitas lumahing angel kanggo ngontrol sak Processing, lan iku uga paling gampang kanggo ngeruk. Lan sawise dangu, efek pangilon ilang.
4. Embossing
Gaya embossed digawe saka bahan embossed. Ora ana stok bahan iki ing pabrik baja domestik, lan teknologi produksi materi iki ora kasedhiya kanggo kabeh pabrik baja, saengga biayae relatif dhuwur. Bahan embossed banget tahan aus. Aku dhewe mikir yen popularitas materi iki bisa dadi populer minangka bahan permukaan-dianggep liyane, iku uga bakal dikenali dening pasar.

Proses mbentuk khusus sink stainless steel
1. Stretch mbentuk
1) Mesin: umume nggunakake pers hidraulik tonase sing luwih gedhe (200T) utawa luwih kanggo babagan piring.
2) Mould: Sudut ngirim ora lurus banget, umume langsung ing ndhuwur φ10, struktur kudu cukup.
3) Material: Umumé, kekandelan saka piring dibutuhake ing 0.8-1.0mm. Yen ngluwihi kisaran iki, malah pers hidrolik 500T bakal ringkih.
4) Perawatan panas: Tank banyu sing digawe dowo umume mbutuhake perawatan annealing suhu dhuwur, biasane ing suhu ndhuwur 1200 derajat, kanggo ngilangi stres internal sawise mulet.
5) Perawatan lumahing: gambar kawat, polishing, polishing (umume Gamelan).
6) Proses: Sawise nambah lenga drawing kanggo die, piring bisa digawe dowo lancar, perawatan annealing sawise mbentuk, lan perawatan lumahing.
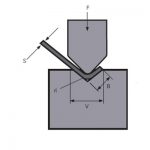
2. Molding tangan
1) Mesin: umume nggunakake mesin mlengkung rem, penet hidrolik kanggo mbentuk, lan mesin las busur argon kanggo welding.
2) Perlengkapan: peralatan mlengkung, cetakan pers hidrolik.
3) Material: Amarga proses adopts mlengkung, kekandelan saka piring ora winates, lan kekandelan cukup umume diadopsi miturut ekonomi.
4) Welding: Miturut kekandelan saka materi, saiki welding beda bisa milih, contone, saiki welding ngisor 220A digunakake kanggo 1.2mm.
5) Perawatan lumahing: gambar kawat, polishing, polishing (umume Gamelan).
6) Proses: Umume, lembaran kasebut ditekuk lan dibentuk dhisik, banjur jahitan sisih dilas kaya kothak origami, lan pungkasane perawatan permukaan ditindakake.
Produk sing gegandhengan
 Gabung kanggo nindakake BISNIS BIG!
Gabung kanggo nindakake BISNIS BIG!- Cara Ngoperasikake Mesin Gunting Guillotine
- WILA Solusi Efisien saka Mlengkung Piring Sedheng lan Tebal
- Cara Pilih Die Cocog saka Mesin Bending Brake Press
- Apa Digawe Press Brake Dies? Apa Itu Press Brake Tooling?
- Urutan Mlengkung Konvensional lan Spesifikasi Panggunaan Saben Dina saka Mold Mesin Mlengkung
- Canton Fair
- QC11Y 12x6000mm Hydraulic Guillotine Shear dikirim menyang Argentina
- Top 10 Produsen Mesin Gunting Guillotine
- 1000W 1500W 2000W Manual Handheld Laser Welding Fiber Laser Welder Machine For Stainless Steel Metal Sheet