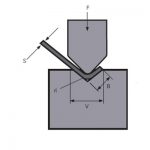
Pencet brake pukulan / mati dipérang dadi ndhuwur lan ngisor cetakan, kang digunakake kanggo sheet metal stamping mbentuk lan misahake cetakan. Cetakan kanggo mbentuk duwe rongga, lan cetakan kanggo misahake duwe pinggiran nglereni. Pukulan / mati mesin rem penet duweni pengaruh gedhe ing akurasi benda kerja. Ing proses mlengkung, jamur iku kabeh sing kontak workpiece.
Rem penet mati saka mesin mlengkung / rem penet yaiku L-shaped, R-shaped, U-shaped, Z-shaped, etc. Mati ndhuwur utamané 90 derajat, 88 derajat, 45 derajat, 30 derajat, 20 derajat, 15 derajat, etc amba. Cetakan ngisor duwe alur dobel 4 ~ 18V lan alur siji kanthi jembar alur sing beda-beda, uga cetakan ngisor R, cetakan ngisor sudut akut, cetakan flattening, lsp.

Presisi ultra-dhuwur
Iku penting banget kanggo tliti saka jamur kanggo nemen mengaruhi tliti workpiece sak proses mlengkung. Nyandhang jamur kudu dipriksa sadurunge digunakake. Cara inspeksi yaiku ngukur dawa saka mburi ngarep cetakan ndhuwur nganti pundhak lan dawa antarane pundhak cetakan ngisor. Kanggo cetakan konvensional, panyimpangan saben meter kudu kira-kira ± 0.0083mm, lan total panyimpangan dawane ora luwih saka ± 0.127mm. Kanggo cetakan penggilingan presisi, presisi saben meter kudu ± 0.0033mm, lan presisi total ora luwih saka ± 0.0508 mm. Umume dianjurake kanggo nggunakake cetakan mecah kanggo mesin mlengkung elektro-hidrolik utawa mesin mlengkung poros torsi, lan cetakan konvensional kanggo mesin mlengkung manual.
Bagean alat mesin rem pers CNC kaya ing ngisor iki:

Instalasi tetep otomatis
Die ndhuwur dipasang nalika panggeser munggah menyang tengah mati ndhuwur, lan sistem clamping jamur bisa tetep sawetara cetakan ing Panggonan nganti meksa clamping wis Applied.
Sistem clamping hidrolik
Sistem clamping hidrolik minangka cara clamping sing paling efektif. Mesin anyar lan lawas bisa nggunakake sistem clamping iki, ngirit wektu lan biaya. Yen lumahing mbukak-prewangan saka mesin mlengkung lawas wis rusak, sistem clamping hydraulic bakal dadi pilihan sing paling apik kanggo obat karusakan, lan uga nambah efficiency saka clamping lan instalasi.

Remet kanthi otomatis menyang panggonan
Nalika meksa clamping ditrapake, mati ndhuwur ditarik munggah lan kanthi otomatis squeezed menyang panggonan. Iki ngilangake perlu kanggo mencet jamur ndhuwur menyang ngisor jamur sak proses mlengkung.
Pilihan punch/die
Pisanan, nemtokake kekandelan lembaran sing bakal ditekuk. Contone, sampeyan pengin bend 0,75mm kanggo 6,30mm piring nglukis. Banjur, multiply kekandelan saka sheet thinnest dening 8 kanggo ngira ukuran V-die minimal dibutuhake. Ing conto iki, piring 0,75mm minangka cetakan minimal sing dibutuhake, dadi 0,75 × 8 = 6. Katelu, multiply kekandelan saka sheet paling kandel dening 8 kanggo ngira ukuran mati V-shaped maksimum dibutuhake.
Prinsip 8 kaping
Sing ngomong, bukaan saka cetakan V-shaped kudu 8 kaping kekandelan saka sheet. Multiply kekandelan saka sheet dening 8 kanggo milih jamur paling cedhak. Contone, piring kandel 1,5mm mbutuhake cetakan 12mm (1,5 × 8 = 12mm). Yen piring 3.0mm, cetakan 24.0mm dibutuhake. (3.0×8=24.0). Rasio iki bisa nyedhiyakake pilihan sudut sing paling apik, mula akeh wong sing ngarani "pilihan paling apik". Umume grafik mlengkung sing diterbitake uga dipusatake ing rumus iki.
Aturan pilihan model
Aturan pilihan kanggo mlengkung workpieces L-shaped iku ora ana aturan, meh kabeh mati ndhuwur bisa digunakake. Dadi nalika milih cetakan ndhuwur kanggo klompok workpieces, workpieces L-shaped bisa dianggep pungkasan, amarga meh kabeh jamur ndhuwur bisa bend mau. Nalika mlengkung workpieces L-shaped iki, dianjurake kanggo nggunakake cetakan ndhuwur sing uga bisa bend workpieces liyane. Nalika tuku cetakan, sing kurang luwih apik. Iki ora mung kanggo nyilikake biaya jamur nanging uga kanggo ngurangi jumlah wangun jamur dibutuhake lan kanggo ngurangi wektu instalasi.


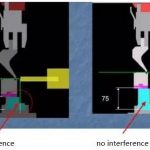
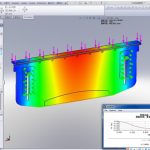
Nalika bagean ndhuwur workpiece luwih dawa tinimbang bagean ngisor, gooseneck mati dibutuhake. Nalika bagean ndhuwur workpiece luwih cendhek saka bagean ngisor, sembarang mati ndhuwur iku nggoleki. Nalika bagean ndhuwur lan bagéyan ngisor saka workpiece padha dawa, mati ndhuwur sudhut akut dibutuhake. Ing ringkesan, aturan pilihan mati ndhuwur utamané gumantung ing gangguan saka workpiece, kang lunak simulasi mlengkung bisa muter peran penting. Yen sistem digunakake ora bisa simulasi kahanan mlengkung, sampeyan bisa nggunakake drawing karo latar mburi kothak kanggo mriksa kanthi manual gangguan saka workpiece jamur ndhuwur, minangka ditampilake ing tokoh ngisor.


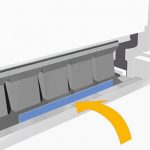
Ora ana cetakan indentasi
Meh kabeh cetakan mesin mlengkung V-shaped khas bakal ninggalake sawetara tandha ing workpiece, iki amarga logam dipencet menyang jamur sak mlengkung. Ing sawetara kasus, tandha cilik utawa bisa ditampa. Nambah radius bisa nyuda tandha. Nanging kadhangkala malah tandha paling cilik ora bisa ditampa, kayata piring sing dicet utawa dipoles sadurunge mlengkung. Sisipan nilon bisa digunakake kanggo ngilangi indentasi, kaya sing ditampilake ing gambar ing ngisor iki. Mlengkung tanpa indentasi penting banget kanggo pesawat utawa bagean aerospace sing diprodhuksi amarga angel kanggo inspektur mriksa bagean kanthi mripat langsung lan mbedakake goresan lan retak.

Produk sing gegandhengan
 Cara Pilih Tonnage Mesin Rem Hidrolik
Cara Pilih Tonnage Mesin Rem Hidrolik- WILA Solusi Efisien saka Mlengkung Piring Sedheng lan Tebal
- Gunakake Skills saka CNC Bending Machine
- Urutan Mlengkung Konvensional lan Spesifikasi Panggunaan Saben Dina saka Mold Mesin Mlengkung
- Pitungan saka gaya mlengkung sak Free mlengkung saka Sheet Metal Mlengkung Machine
- Apa Digawe Press Brake Dies? Apa Itu Press Brake Tooling?
- Carane Akeh Jinis Hydraulic Press Brake
- Napa Nambah Sistem Kompensasi menyang Mesin Bending Brake Press
- Apa Itu Press Brake Crowning
- Cara Ngitung Tunjangan Bend Kanggo Rem Pencet Panjenengan