Tonnage nuduhake tekanan mlengkung nalika mlengkung.
Mlengkung ditindakake ing mesin sing disebut mesin rem penet, sing nduweni mode manual lan otomatis. Kanggo materi piring beda lan kekandelan piring, ana sawetara model saka 30T kanggo 2200T kasedhiya. Sudut mlengkung ditemtokake dening ambane ing ngendi lembaran logam dipencet menyang die ngisor. Kedalaman iki dikontrol kanthi tepat kanggo entuk lentur sing dikarepake. Mesin rem press hidrolik biasane dilengkapi karo cetakan standar. Bahan kerja khusus kudu disesuaikan karo cetakan khusus. Pamilihan bahan mati gumantung saka jumlah produksi, bahan lembaran logam, lan gelar mlengkung.
Masalah pisanan milih mesin rem penet sing ditemoni yaiku carane ngetung tekanan mlengkung, sing nemtokake jumlah ton sing sampeyan butuhake kanggo tuku rem pers sheet metal. Biasane, nalika wong ngetung tonase mesin mlengkung lembaran hidrolik, bisa ngetutake grafik ton mesin mlengkung ing ngisor iki.
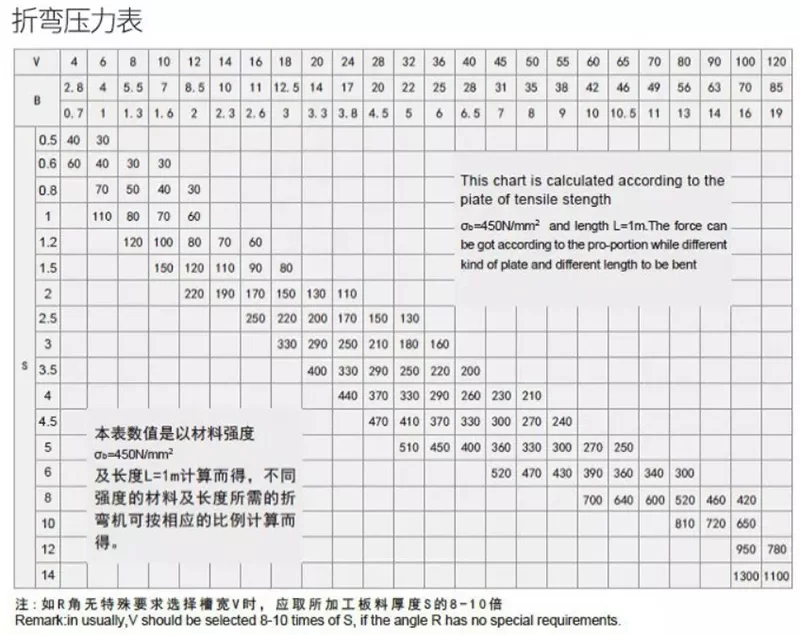
Nilai ing grafik yaiku tekanan mlengkung nalika dawa sheet siji meter:
Contone S=4mm L=1000mm V=32mm, Priksa tabel P=330KN. Bagan iki diwilang miturut piring kekuatan tarik lan dawa L = 1m. Kekuwatan bisa ditampa miturut proporsi nalika macem-macem jinis plat lan dawa sing bakal ditekuk. Nalika mlengkung bahan liyane, tekanan mlengkung minangka produk saka data ing tabel lan koefisien ing ngisor iki.
Perunggu (alus): 0,5; Baja tahan karat: 1.5; aluminium (alus): 0,5; baja krom-molibdenum: 2.
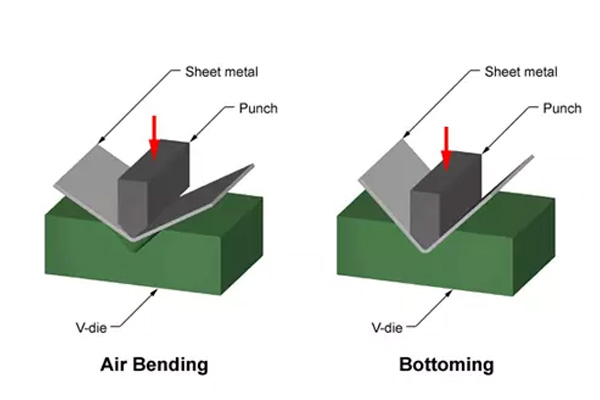
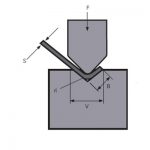
Gaya sing dibutuhake kanggo mlengkung piring logam tipis diitung kanthi metode V-mlengkung, yaiku, piring tipis dipencet menyang die berbentuk V kanthi pukulan berbentuk V. Gaya mlengkung bisa diwilang dening kekandelan sheet, bukaan mati, dawa mlengkung, lan kekuatan tensile pokok saka materi. Rasio die bisa dilebokake kanggo ngetung bukaan die, biasane 6 nganti 12 kaping kekandelan lembaran. Umumé, nalika kekandelan 0-3mm, kita nggunakake 6 kaping kekandelan sheet. Nalika kekandelan 3-10mm, kita nggunakake 8 kaping kekandelan sheet. Nalika kekandelan luwih saka 10mm, kita nggunakake 12 kaping saka kekandelan sheet. Banjur sampeyan bisa nggunakake ton diwilang kanggo milih mesin mlengkung sheet metal cocok.
Rumus perkiraan tekanan lentur:
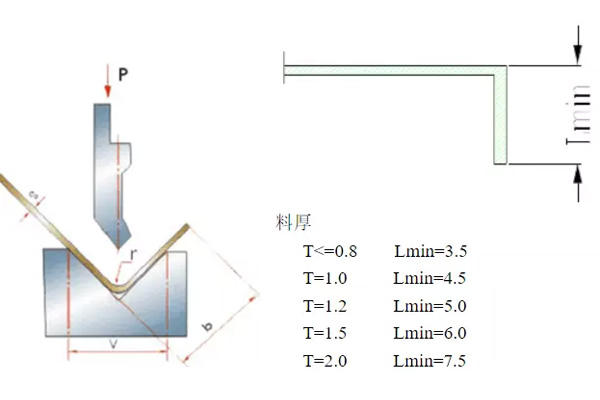
P : Gaya Bending (KN)
S: Ketebalan plat (mm)
L: Jembaré piring (m)
V: V-jembaré saka mati ngisor (mm) V punika 6-10 kaping kekandelan saka piring.
Ndhuwur kabeh, nalika sampeyan ngetung tonase rem penet, sampeyan bakal duwe rong cara: siji kanggo mriksa bagan tonnage rem penet lan liyane nggunakake rumus.
Contone, piring sampeyan S = 3mm L = 3m, dadi pira ton sing sampeyan butuhake?
Pisanan, kita mriksa grafik tonase rem penet, nalika S = 3mm L = 1m V = 24mm P = 250KN.
Dadi, yen L = 3m, total tonase yaiku 250KNx3m = 750KN = 75Ton.
Banjur kita nyoba Formula, = 73Ton. Asil kasebut padha karo nilai sing dipikolehi saka grafik. Yen piring stainless steel, total tonase 75Ton x2 = 150Ton.
Assuming sing materi paling kandel 1/4 inci, 10 kaki free mlengkung mbutuhake 165 ton, lan bottomed die mlengkung (mlengkung didandani) mbutuhake paling 600 ton. Yen bagean paling 5 kaki utawa luwih cendhek, tonase meh setengah, sing nyuda biaya tuku. Dawane bagean penting banget kanggo nemtokake spesifikasi mesin rem penet anyar.
Zhongrui minangka produsen rem pers 10 paling ndhuwur ing China, nyedhiyakake kawruh mesin bending rem pers profesional lan mesin rem pers berkualitas tinggi kanggo didol. Yen sampeyan duwe kabutuhan, hubungi kita saiki!
Produk sing gegandhengan
 WILA Solusi Efisien saka Mlengkung Piring Sedheng lan Tebal
WILA Solusi Efisien saka Mlengkung Piring Sedheng lan Tebal- Canton Fair
- Cara Ngitung Tunjangan Bend Kanggo Rem Pencet Panjenengan
- Apa Itu Press Brake Crowning
- Gunakake Skills saka CNC Bending Machine
- Prinsip Kerja lan Komposisi Mesin Bending Brake Press CNC
- Cara Pilih Die Cocog saka Mesin Bending Brake Press
- Urutan Mlengkung Konvensional lan Spesifikasi Panggunaan Saben Dina saka Mold Mesin Mlengkung
- Napa Nambah Sistem Kompensasi menyang Mesin Bending Brake Press
- Pitungan saka gaya mlengkung sak Free mlengkung saka Sheet Metal Mlengkung Machine