Urutan mlengkung konvensional
1. Sisih cendhak pisanan lan sisih dawa pisanan: Umumé ngandika, nalika kabeh papat sisih mbengkongaken, lempitan sisih cendhak pisanan lan banjur sisih dawa ono gunane kanggo Processing saka workpiece lan Déwan saka jamur mlengkung.
2. Peripheral pisanan lan banjur tengah: Ing kahanan normal, biasane diwiwiti saka pinggiran workpiece lan Pambungkus menyang tengah workpiece.
3. Sebagean pisanan, banjur wutuh: Yen ana sawetara struktur ing njero utawa njaba workpiece sing beda karo struktur mlengkung liyane, umume struktur kasebut ditekuk dhisik banjur bagean liyane.
4. Coba kahanan gangguan lan ngatur urutan mlengkung cukup: urutan mlengkung ora statis, lan urutan Processing kudu diatur jumbuh miturut wangun mlengkung utawa alangan ing workpiece.

Spesifikasi saben dina saka cetakan mesin mlengkung
1. Nguripake daya mesin penet brake mlengkung, nguripake tombol tombol, pencet pump lenga kanggo miwiti, mesin mlengkung pump lenga wiwit muter, lan mesin durung miwiti digunakake.
2. Penyesuaian stroke mbutuhake uji coba nalika cetakan mesin mlengkung diwiwiti kanthi resmi. Nalika mati ndhuwur mesin mlengkung mudhun menyang ngisor, kudu ana longkangan saka kekandelan piring. Yen ora, bakal nimbulaké karusakan kanggo jamur lan mesin. Imbuhan stroke uga duwe imbuhan cepet elektrik lan imbuhan nggoleki manual.
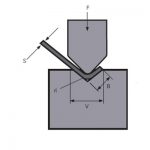
3. Kanggo pilihan saka kedudukan cetakan mesin mlengkung, kedudukan 8 kaping jembaré saka kekandelan piring umume dipilih. Yen sampeyan mbengkongake sheet 4mm, sampeyan kudu milih slot kira-kira 32.

4. Priksa tumpang tindih lan firmness saka cetakan ndhuwur lan ngisor saka mesin mlengkung; mriksa apa piranti posisi nyukupi syarat sing diproses. Kerep mriksa tumpang tindih cetakan ndhuwur lan ngisor; apa instruksi gauge tekanan cocog karo peraturan.
5. Nalika sheet mbengkongaken, iku kudu compacted kanggo nyegah sheet saka ngangkat lan natoni operator sak mlengkung.
6. Sumber daya kudu Cut mati nalika nyetel sheet metal mati, lan operasi kudu mandegake.
7. Nalika ngganti bukaan saka die ngisor saka mesin mlengkung variabel, ora materi diijini kanggo kontak mati ngisor.
8. Dilarang nggunakake mesin mlengkung mati kanggo mlengkungake piring wesi sing kandel utawa piring baja sing hardened, baja campuran kelas dhuwur, baja persegi, lan lembaran sing ngluwihi kinerja mesin mlengkung lembaran logam supaya ora ngrusak alat mesin. .
9. Pateni mesin mlengkung, lan nyelehake pamblokiran kayu ing cetakan ngisor ing silinder ing loro-lorone kanggo ngedhunake piring geser ndhuwur menyang pamblokiran kayu. Metu saka program sistem kontrol dhisik, banjur mateni sumber daya.

Produk sing gegandhengan
 Aturan Operasi Aman saka Mesin Press Daya Hidrolik
Aturan Operasi Aman saka Mesin Press Daya Hidrolik- Cara Pilih Die Cocog saka Mesin Bending Brake Press
- Gunakake Skills saka CNC Bending Machine
- WILA Solusi Efisien saka Mlengkung Piring Sedheng lan Tebal
- Cara Pilih Tonnage Mesin Rem Hidrolik
- Kesalahan Umum lan Cara Ngatasi Masalah kanggo Press Hydraulic Four-column
- Ndandani Gagal Umum Mesin Gunting Hidrolik lan Pangopènan Sistem Sirkuit Minyak
- Napa Nambah Sistem Kompensasi menyang Mesin Bending Brake Press
- Apa Itu Press Brake Crowning
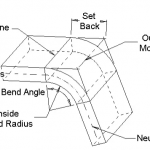
- Cara Ngitung Tunjangan Bend Kanggo Rem Pencet Panjenengan