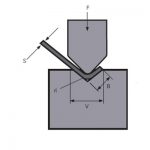
Mesin mlengkung rem penet utamane nindakake mbengkongake piring kanthi garis lurus. Kanthi nggunakake cetakan prasaja lan peralatan proses, sheet logam bisa dipencet menyang wangun geometris tartamtu, lan uga bisa diproses dening mulet, punching, punching, lan mencet corrugation. Ing produksi nyata, mesin press brake CNC utamané digunakake kanggo mujudaken mlengkung saka macem-macem wangun geometris kothak logam, Nihan kothak, balok U-shaped, lan rectangles. Pangolahan kasebut nduweni kaluwihan saka straightness mlengkung dhuwur, ora ana tandha waos, ora ana peeling, ora ana kisut, lsp.
Kanthi pangembangan teknologi manufaktur mesin bending CNC sing terus-terusan, kaluwihan kayata akurasi posisi sing dhuwur, penak, kompensasi gangguan nol-kegiatan, lan konsistensi produk olahan sing apik wis dadi luwih disenengi dening mayoritas perusahaan manufaktur lembaran logam. Nanging, karo wishes winates, carane nggawe luwih apik nggunakake mesin mlengkung lan menehi muter lengkap kanggo fungsi lan kaluwihan wis dadi masalah sing manufaktur nggunakake mesin CNC press brake mlengkung mbayar manungsa waé lan urgently kudu ngatasi. Ing proses Manufaktur lan nggunakake long-term, Zhongrui wis èfèktif ditambahi fungsi mesin mlengkung lan nambah pengalaman liwat Kajaba saka perkakas tambahan, transformasi cetakan ana, lan nggunakake fleksibel saka situs. Artikel iki njupuk mesin rem pers CNC Zhongrui DA66T minangka conto lan ngenalake katrampilan sing digunakake kanthi rinci.
Tambah alat bantu
Yen sampeyan pengin nggawe alat mesin rem pers fleksibel lan gampang digunakake, nambah perkakas tambahan penting. Tambah saka perkakas tambahan ora mung bisa nggedhekake sawetara Processing saka alat mesin mlengkung CNC nanging uga nambah efficiency Processing.
1) Piring transisi (piring tengah dibantu kanggo cetakan cepet)
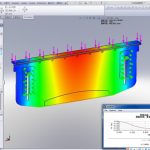
Dhuwur mbukak mesin mlengkung nuduhake jarak antarane meja kerja ndhuwur lan ngisor. Amarga mesin CNC mlengkung DA66T nduweni dhuwur bukaan luwih gedhe, nimbang nggunakake bukaan gedhe kanggo nggedhekake sawetara Processing. Minangka ditampilake ing Figure 1, nambah piring transisi liyane menyang piring transisi asli bisa nambah dhuwur sisih mlengkung sisih (nganti 85 mm), supaya Processing jero karo sudhut mlengkung sisih luwih bisa digawa metu. Papan transisi poto-digawe bisa ngatur jembaré Papan transisi miturut bagean umum dhewe, lan iku paling cocok kanggo Processing bagean jembaré cilik karo sudhut mlengkung luwih ing loro-lorone.

2) Pojok panel ngarep
Minangka ditampilake ing Figure 2, ngarep mesin dilengkapi sudhut, kang bisa nyeleh bagean cilik lan nyuda wektu kanggo njupuk bagéyan. Ing wektu sing padha, meja kerja cilik dipasang kanggo nggampangake pangolahan lan koleksi workpieces cilik.

Gunakake cetakan kanthi lengkap
Panggunaan mesin CNC press brake mlengkung utamane gumantung ing cetakan ndhuwur lan ngisor. Yen jumlah cetakan cilik lan aplikasi ora fleksibel, sawetara pangolahan alat mesin bakal diwatesi banget. Mulane, ing kahanan tetep, carane nggedhekake fungsi saka jamur ana liwat kombinasi optimized lan transformasi sebagean masalah sing saben pangguna alat mesin kudu mikir bab. Ing ngisor iki minangka fungsi ekspansi sing digunakake kanthi ngganti cetakan mesin bending CNC.
1) Ujung die grinding ndhuwur R
Nalika die ndhuwur digunakake kanggo dangu, nyandhang tip bakal ngganti irregularly. Ing dhuwur saka owah-owahan jamur lan akurasi mlengkung ora bisa dijamin. Kanthi mecah, mbenerake tip R, lan cocog karo alur V-shaped luwih gedhe, piring nglukis bisa lempitan. Iki ndawakake umur layanan saka jamur.
2) Ganti cetakan kethokan kanggo entuk leveling
Yen ora ana die mlengkung komposit, ngrampungake masalah mbentuk carane mencet pinggir mati minangka conto. Pinggiran mati minangka wangun mbengkongaken ing ngendi rong lapisan tumpang tindih, lan biasane digunakake kanggo tulangan. Umumé, Papan liwat 2 mm meh ora ana pinggiran mati penet. Pencet pinggiran mati perlu kawangun dening senyawa mlengkung die, lan iku kudu dipérang dadi luwih saka rong pangolahan kanggo kawangun.
Cara sing umum digunakake yaiku nggunakake die bending majemuk, kaya sing ditampilake ing Gambar 3. Ing langkah pisanan, materi kasebut dilipat nganti 30 °, lan ing langkah kapindho, sudut bend 30 ° diselehake ing mburi ngarep. jamur senyawa, lan materi wis lempitan menyang pinggiran mati. Nanging kita ora duwe die mlengkung komposit, mung 30 ° sudut leukemia mlengkung mati. Rampungake langkah pisanan saka komposit mlengkung mati karo jamur ana, lan langkah liya mung bisa nemokake cara liyane. Ing langkah kapindho, cetakan ndhuwur lan ngisor padha rata. Sawise analisis, bagéan tengah ana pindho v-alur jamur ngisor bisa digunakake minangka bagean bidang, lan jamur ndhuwur looking for bidang. Njupuk metu ana scrapped jamur ndhuwur lan tlatah pinggiran piso menyang gaya warata, mangkono mecahaken masalah mbentuk penet pinggiran mati.

Nggunakake pesawat saka cetakan dipunéwahi iki uga bisa flattened. Ing pangolahan nyata, operator alat mesin kadhangkala nggawe kesalahan, kalebu sudhut mlengkung utawa dimensi mlengkung sing ora padha. Ing kasus ngendi syarat lumahing bagean ora dhuwur, iku tega kanggo kethokan bagean, mung kanggo ngalahake sudhut mlengkung warata. Knockout banget laborious, nanging bisa gampang leveled kanthi nggunakake kombinasi jamur ndhuwur. Bagean bisa gampang dipencet kanthi tangan menyang cetakan ndhuwur lan ngisor, banjur bagean kasebut diratakake dening mesin mlengkung CNC.
Skills sak operasi
1) Penempatan dies mlengkung lan bahan pangolahan
Nalika ngatur rencana, faktor ing ngisor iki kudu dianggep:
a. Atur bahan kanthi kekandelan sing padha;
b. Atur cetakan saka model sing padha bebarengan;
c. Cetakan kanthi wujud sing padha disusun bebarengan.
Iki bisa nyuda wektu lan frekuensi panggantos jamur.
2) Posisi sudhut tengen bagean sempit lan cilik
Nalika bagean mlengkung sempit lan dawa, ora gampang ditemokake. Sajrone pangolahan, asring kedadeyan posisi post-keputusan, lan bagian sing mbengkongake gampang diiringake. Mulane, nggunakake cara digunakake ing Figure 4, jamur wis glued kanggo jamur ngisor kanggo mesthekake amba tengen. Nalika mlengkung kaya iki, bagean kasebut ora gampang diiringake.

3) Mlengkung bagean segitiga
Nalika bagean mlengkung mbengkongaken, bagean cetha-angled ora gampang kanggo cedhak aturan mburi. Umumé, nalika ukuran paling cilik L ≤10 mm langsung aturan mburi, piranti posisi kudu dianggep. Ing karya nyata, desain lan proses gampang diabaikan, lan masalah kasebut asring kedadeyan. Nalika ngolah, miturut ukuran bagean, ditemtokake manawa potongan siji didadekake siji karo die mlengkung lan potongan dobel didadekake siji karo backing.
4) Tambah piring tipis R
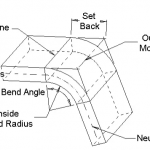
Amarga kabutuhan pelanggan sing beda, nilai R sing dibutuhake ing pinggir mlengkung uga beda. Ing proses pangolahan, kanggo bagean sing ora mbutuhake akurasi dimensi sing dhuwur, gunakake piring mburi kanggo nambah nilai R supaya nilai R sing dibutuhake bisa dipikolehi sawise mlengkung. Miturut syarat desain, R nuduhake hubungan antarane V lan R utama kanggo milih kekandelan piring lan melu menyang wangun ditampilake ing Figure 5. Nalika digunakake, nggunakake clamp kanggo ngawat-ngawati jamur ndhuwur. Cara iki gampang digunakake lan bisa digunakake ing pirang-pirang lapisan.

5) bagean siji lan sawetara setelan jamur
Zhongrui nggunakake mesin bending CNC DA66T kanthi 2 silinder hidrolik minangka demonstrasi. Nyoba persiyapan multi-jamur sing ditampilake ing Figure 6, yaiku, cetakan ndhuwur lan ngisor saka model sing padha dipasang ing bagean ing siji wektu, sing bisa ngrampungake pangolahan sawetara bends kabeh bagean, nyuda wektu instalasi jamur. lan bola-bali nangani bagean. Ing saiki, witjaksono dhuwur mlengkung mati ndhuwur wis katon ing pasar. Dhuwur cetakan ndhuwur kabeh seragam, lan cetakan saka macem-macem wujud uga bisa digunakake ing meja sing padha. Kanthi cara iki, bisa nindakake mlengkung segmental saka macem-macem cetakan.

6) Cathetan program bagean khas
Sawise bagean khas diproses, paramèter pangolahan kudu direkam ing wektu, lan program kudu disimpen ing area panyimpenan mesin mlengkung kanthi nomer gambar bagean, supaya bisa digunakake maneh ing mangsa ngarep, nyuda seri. saka persiapan sadurunge mlengkung. Sampeyan uga bisa nggawe tabel, sing ngemot setelan tartamtu saka jeneng bagean, nomer gambar, grafis, materi, lan paramèter mlengkung. Tabel kasebut dipérang dadi piring baja, piring aluminium, lan piring stainless steel. Saben jinis dibedakake kanthi kekandelan materi. Wektu sing dibutuhake kanggo nemokake bagean sing khas bakal suda. Yen digabungake karo kertu proses, iki instruksi pangolahan lengkap banget. Malah karyawan anyar sing duwe pengalaman sithik bisa ngetutake pandhuan kanggo ngolah bagean.
7) Dawane jamur ora cukup kanggo mlengkung ing bagean
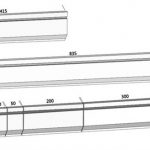
Ing pangolahan ing situs, asring kedadeyan dawane cetakan luwih cilik tinimbang pinggiran mlengkung. Amarga akeh cetakan khusus sing ditemtokake miturut panggunaan produk tetep, cara mlengkung dibagi digunakake nalika dawane cetakan kurang saka pinggiran mlengkung. Ing endi dawa cetakan cedhak karo pinggiran mlengkung, nyuwek pinggiran jejeg menyang pinggir mlengkung, banjur lempitan pinggiran mlengkung menyang ukuran sing dibutuhake ing bagean. Gambar 7a minangka sisih kiwa bagean sing mlengkung, lan Gambar 7b minangka bagean sisih tengen.

8) Nggunakake kandang jaran ing mburi gauge kanggo posisi
Nalika ukuran bagean mbengkongaken gedhe lan nggunakake bali gauge kanggo posisi, bagean asring klelep amarga bobot dhewe, bagean tangan-dianakaké cendhak, lan operator ora gampang nyekel workpiece. Kanggo mesthekake tingkat bagean, operator kudu diatur ing aturan mburi kanggo nyekeli bagean menyang negara tingkat dening tangan. Mulane, nalika ngolah bagean kasebut, 2 operator kudu diatur. Ing karya, ditemokake yen ukuran mburi bisa diturunake menyang ukuran tartamtu, lan studs ing gauge mburi digunakake kanggo posisi, lan bagean diselehake kanthi horisontal ing ukuran mburi. Iki ora mung nyuda jumlah operator, nanging uga efektif njamin akurasi mesin.
9) Mlengkung ing wangun tertutup jero
Ing pangolahan nyata, pangolahan mlengkung kanthi bentuk tertutup bisa digunakake kanthi fleksibel. Tanpa anané tutup jero mlengkung mati, nalika mlengkung bagean minangka ditampilake ing Figure 7, negara clamping ditampilake ing Figure 8 diadopsi. Pisahake papan transisi, jarak rada luwih gedhe tinimbang ambane bagean kasebut, lan ukurane diparengake kanthi wajar, lan rong bagean bisa mbengkongake sekaligus.

Cara pangolahan lan teknik sing ditepungake ing ndhuwur bisa ngatasi masalah pangolahan akeh bagean sing padha ing produk, lan cocok banget kanggo pangembangan produk kanthi macem-macem varietas, kumpulan cilik lan siklus produksi sing cendhak. Liwat cara kasebut, ora mung bisa ngirit biaya perkakas, nanging uga siklus produksi lan pangolahan bisa disingkat, biaya produksi dikurangi, lan kualitas produk saya apik. Cara pangolahan lan katrampilan panggunaan iki uga bisa ditrapake lan dipromosekake ing mesin bending rem CNC kanthi struktur sing padha.
Produk sing gegandhengan
 Cara Pilih Tonnage Mesin Rem Hidrolik
Cara Pilih Tonnage Mesin Rem Hidrolik- WILA Solusi Efisien saka Mlengkung Piring Sedheng lan Tebal
- Cara Pilih Die Cocog saka Mesin Bending Brake Press
- Urutan Mlengkung Konvensional lan Spesifikasi Panggunaan Saben Dina saka Mold Mesin Mlengkung
- Napa Nambah Sistem Kompensasi menyang Mesin Bending Brake Press
- Prinsip Kerja lan Komposisi Mesin Bending Brake Press CNC
- China Press Brake Mlengkung Machine Mould
- Cara Ngitung Tunjangan Bend Kanggo Rem Pencet Panjenengan
- Apa Itu Press Brake Crowning
- 2021 Pandhuan Ultimate saka Metal Brake Machine