Ing taun anyar, mesin mlengkung brake logam wis digunakake digunakake ing macem-macem industri, lan sawetara Processing mesin mlengkung wis ngembangaken. Nanging, durung ana diskusi sing sistematis babagan pitungan gaya mlengkung. Saiki, ana kira-kira rong jinis rumus pitungan gaya mlengkung sing disaranake ing manual macem-macem produsen mesin rem rem.
![]()
P - gaya mlengkung, KN;
S - kekandelan lembaran, mm;
l - dawa mlengkung saka sheet, m;
V - jembaré bukaan die ngisor, mm;
σb - Kekuwatan tarik material, MPa.
Tabel parameter gaya mlengkung sing dianjurake dening pabrikan uga diitung miturut rumus ing ndhuwur.
Proses derivasi lan ruang lingkup aplikasi formula kalkulasi gaya lentur
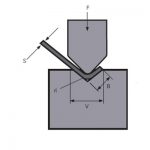
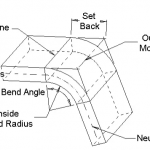
Gambar 1 minangka diagram skematis saka karya nalika mlengkung sheet. Ing ngisor iki nerangake proses derivasi saka rumus pitungan gaya mlengkung lan rong kondisi parameter tambahan. Kaping pisanan, ana rekomendasi kasebut ing manual produk. Ing free mlengkung, milih ngisor die bukaan jembaré V punika 8 kanggo 10 kaping kekandelan sheet S. Kene kita njupuk rasio aspek.

Gambar 1 Diagram skematis saka mlengkung
P - gaya mlengkung
S - kekandelan sheet
V - jembaré bukaan mati ngisor
r - radius utama nalika sheet mbengkongaken
K - jembaré proyeksi horisontal saka zona deformasi mlengkung![]() =9
=9
Kapindho, Produsèn ndhaftar nilai sing cocog saka die jembaré V lan r diameteripun utama saka workpiece mlengkung ing meja parameter pasukan mlengkung. Umume r = (0.16~0.17)V. Ing kene, rasio diameter-kanggo-jembar ![]() =0.16.
=0.16.
Sajrone proses mlengkung saka sheet metal, materi ing zona deformasi ing negara ewah-ewahan bentuk Highly plastik, lan mbengkongaken ing amba watara tengah. Ing permukaan njaba zona mlengkung, retakan mikro bisa uga katon ing sawetara kasus. Ing salib-bagean saka zona deformasi, kajaba kanggo sacedhake lapisan tengah, nandheske ing titik liyane cedhak kekuatan tensile saka materi. Sisih ndhuwur lapisan netral dikompres lan sisih ngisor ditekan. Figure 2 nuduhake salib-bagean lan diagram kaku cocog ing zona deformasi.

Gambar 2 Stress diagram
S - kekandelan sheet
l - sheet mlengkung dawa
Momen lentur ing bagean salib saka zona deformasi yaiku:

Momen mlengkung sing diasilake dening gaya mlengkung mesin ing zona deformasi yaiku (pirsani Gambar 1):
![]()
saka![]()
![]()
Nalika nggunakake cetakan umum kanggo mlengkung gratis ing mesin mlengkung, umume lembaran logam ditekuk 90 °. Kaya sing dituduhake ing Gambar 3. K yaiku:
![]()
Ngganti K menyang persamaan (1), kita entuk:

Kekuwatan tarik saka bahan biasa σb=450N/mm2, ngganti rumus (2) dadi:
![]()
Bisa dideleng saka proses derivasi yen nggunakake persamaan (2) utawa persamaan (3) kanggo ngitung gaya lentur, loro tambahan
kondisi parameter kasebut ing ndhuwur kudu ketemu. Yaiku, rasio aspek![]() =9, rasio diameter-kanggo-jembar
=9, rasio diameter-kanggo-jembar![]() = 0,16, yen ora bakal nyebabake kesalahan gedhe.
= 0,16, yen ora bakal nyebabake kesalahan gedhe.

Gambar 3 Free mlengkung
S - kekandelan sheet
r - radius utama nalika sheet mbengkongaken
K - jembaré proyeksi horisontal saka zona deformasi mlengkung
Cara anyar lan langkah-langkah kanggo ngitung gaya mlengkung
Amarga syarat desain utawa proses, kadhangkala angel nyukupi rong syarat tambahan ing ndhuwur bebarengan. Ing wektu iki, rumus pitungan sing disaranake ora digunakake kanggo ngetung gaya mlengkung nanging kudu ditindakake miturut langkah-langkah ing ngisor iki.
(1) Miturut kekandelan piring S, mlengkung radius r, lan mbukak mati ngisor V, jembaré kanggo rasio kekandelan lan diameteripun kanggo rasio jembaré mung diwilang.
(2) Hitung jembar proyeksi zona deformasi miturut deformasi lembaran.
(3) Gunakake rumus (1) kanggo ngitung gaya mlengkung.
Ing proses pitungan, prabédan radius mlengkung lan owah-owahan zona deformasi sing cocog wis dianggep. Gaya mlengkung sing diitung saka iki luwih akurat lan dipercaya tinimbang asil sing diwilang kanthi rumus sing biasane dianjurake. Saiki menehi conto kanggo nggambarake, kaya sing ditampilake ing Gambar 4.

Gambar 4 Cara petungan anyar
Dikenal: Kekandelan lembaran S=6mm, dawa lembaran l=4m, radius lentur r=16mm, ambane bukaan die ngisor V=50mm, lan kekuatan tarik material σb=450N/mm2. Temokake gaya mlengkung sing dibutuhake kanggo mlengkung gratis.
Pisanan, golek rasio aspek lan rasio diameter-kanggo-jembar:
![]()
Kapindho, ngitung jembar proyeksi zona deformasi:

Pungkasan, gunakake persamaan (1) kanggo nemokake gaya lentur:
![]()
Yen rumus sing disaranake biasa digunakake kanggo ngetung gaya mlengkung:
![]()
saka ![]() = 1,5, bisa dideleng yen bedane antarane loro yaiku 1,5 kaping. Alesan kanggo kesalahan iki yaiku radius mlengkung ing conto iki relatif gedhe, lan area deformasi sing cocog saya tambah, saengga pasukan mlengkung sing luwih gedhe dibutuhake nalika mlengkung. Ing conto iki, rasio diameter-kanggo-jembaré = 0,32, kang wis ngluwihi kahanan tambahan paramèter ngenalaken ndhuwur. Iku temenan cecek nggunakake rumus biasane dianjurake kanggo ngetung pasukan mlengkung. Sampeyan bisa ndeleng kaluwihan saka cara pitungan anyar saka conto iki.
= 1,5, bisa dideleng yen bedane antarane loro yaiku 1,5 kaping. Alesan kanggo kesalahan iki yaiku radius mlengkung ing conto iki relatif gedhe, lan area deformasi sing cocog saya tambah, saengga pasukan mlengkung sing luwih gedhe dibutuhake nalika mlengkung. Ing conto iki, rasio diameter-kanggo-jembaré = 0,32, kang wis ngluwihi kahanan tambahan paramèter ngenalaken ndhuwur. Iku temenan cecek nggunakake rumus biasane dianjurake kanggo ngetung pasukan mlengkung. Sampeyan bisa ndeleng kaluwihan saka cara pitungan anyar saka conto iki.
Kesimpulan
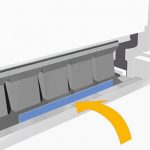
Langkah-langkah lan rumus kanggo ngitung gaya mlengkung ngenalaken kene ora mung ditrapake kanggo sudhut mlengkung saka sheet metal nanging uga ditrapake kanggo busur mlengkung (strictly ngandika, iku kudu disebut amba mlengkung karo radius mlengkung ekstra-gedhe). Perlu dicathet yen wangun cetakan khusus nalika lembaran ditekuk dadi busur. Nalika ngitung proyeksi zona deformasi, kudu diwilang miturut paramèter teknologi sing disetel ing proses teknologi, sing ora bisa ditulis kanthi rumus sing prasaja.
Nalika ngrancang cetakan sing bentuke busur, nggunakake metode sing ditepungake ing artikel iki kanggo ngetung gaya mlengkung, asil sing marem bisa dipikolehi.
Produk sing gegandhengan
 Cara Pilih Die Cocog saka Mesin Bending Brake Press
Cara Pilih Die Cocog saka Mesin Bending Brake Press- Cara Pilih Tonnage Mesin Rem Hidrolik
- Napa Nambah Sistem Kompensasi menyang Mesin Bending Brake Press
- WILA Solusi Efisien saka Mlengkung Piring Sedheng lan Tebal
- Gunakake Skills saka CNC Bending Machine
- Kaluwihan Laser Serat kanggo Permeabilitas Masa Depan ing Industri Utama
- Urutan Mlengkung Konvensional lan Spesifikasi Panggunaan Saben Dina saka Mold Mesin Mlengkung
- Canton Fair
- Apa Itu Press Brake Crowning
- Cara Ngitung Tunjangan Bend Kanggo Rem Pencet Panjenengan